標(biāo)題: Titlebook: CNC Setting and Operation Workbook; Tom Renshaw,Peter Riley (Head of Department of Eng Textbook 1994Latest edition Tom Renshaw and City an [打印本頁] 作者: foresight 時(shí)間: 2025-3-21 16:05
書目名稱CNC Setting and Operation Workbook影響因子(影響力)
書目名稱CNC Setting and Operation Workbook影響因子(影響力)學(xué)科排名
書目名稱CNC Setting and Operation Workbook網(wǎng)絡(luò)公開度
書目名稱CNC Setting and Operation Workbook網(wǎng)絡(luò)公開度學(xué)科排名
書目名稱CNC Setting and Operation Workbook被引頻次
書目名稱CNC Setting and Operation Workbook被引頻次學(xué)科排名
書目名稱CNC Setting and Operation Workbook年度引用
書目名稱CNC Setting and Operation Workbook年度引用學(xué)科排名
書目名稱CNC Setting and Operation Workbook讀者反饋
書目名稱CNC Setting and Operation Workbook讀者反饋學(xué)科排名
作者: Suggestions 時(shí)間: 2025-3-21 23:18
Work-holding,es. It is also possible for rotation to take place about each of the three axes, X, Y and Z. Movement can take place in any of these six ways and this is often described as having six . (Figure 4.1). When you clamp a component, you need to think about constraint in all six (Figure 4.2).作者: 你正派 時(shí)間: 2025-3-22 02:49
Tool changing,y efficient materials handling and tool changing. The aim is to reduce downtime and to optimise the manufacturing process, at whatever scale of production. It is inefficient to stop a CNC machine to adjust tool clamps or holders. So any setting to centre height or tool datums must, where possible, b作者: Myelin 時(shí)間: 2025-3-22 08:09 作者: Lipoprotein 時(shí)間: 2025-3-22 09:03
Tool setting,rt program. The distance from the tool tip to the work datum is a much more usable value. To determine this distance you have to take into account the Z axis setting value and the X axis setting value. These values position the tool tip in relation to the turret datum in the X and Z axes (Figure 9.1作者: 防銹 時(shí)間: 2025-3-22 14:49
NC program listing and analysis,rocess, you must understand the programming format. The format used in this book is called the .. The programming data is conveyed by blocks of words, in which each word has an identifying letter address. This preceding letter defines the function of the word. A block of information that defines an 作者: 防銹 時(shí)間: 2025-3-22 19:08
Input, edit and store data,ion time and machine downtime. The MDI facility is therefore normally used to edit the program as required, after it has been transferred to the machine. Its main function is its use for viewing, editing and setting the MCU parameters.作者: Traumatic-Grief 時(shí)間: 2025-3-22 22:41
Program proving,erator. The program and all relevant information must be checked, either by viewing the program displayed on the MCU screen, or by using a software package on a computer and then proving the program on the machine. Errors that may be detected include the following:.Graphic simulation (see below) com作者: 建筑師 時(shí)間: 2025-3-23 03:06
Tape handling, the MCU, either via a direct computer link or by a punched tape. Similarly, when the machining is completed the part program is often stored for future use, either on computer discs or on punched tape.作者: aristocracy 時(shí)間: 2025-3-23 08:03
H. X. He,S. Boussaad,B. Q. Xu,N. J. TaoComputer numerical control (CNC) systems and machine tools are essential elements in many industrial processes. The setting and operation assignments in this workbook will provide a broad range of practical experiences which represent a valuable foundation to the successful application of this technology.作者: 亞當(dāng)心理陰影 時(shí)間: 2025-3-23 13:23 作者: 捐助 時(shí)間: 2025-3-23 17:45
Semiconducting Oxide and Nitride NanowiresThe tasks in this workbook are mainly designed for metal-cutting turning centres (Figure A) and machining centres (Figure B). The general principles and the skills you will acquire should, in general, be transferable to all types of CNC machines.作者: freight 時(shí)間: 2025-3-23 18:57
Semiconducting Oxide and Nitride NanowiresTo identify and control the relative movements of tools and workpiece when programming CNC machines, it is necessary to define the possible planes of movement. Each of these planes is defined by using any two of the three axes, X, Y and Z (Figure 1.1). They are generally recognised as:作者: 地牢 時(shí)間: 2025-3-24 01:22
Structural Study of Metal NanowiresThe guard devices on CNC machines have three purposes:.All operators must be thoroughly familiar with the safe running of all the machines in their area. As the setter/operator, it is also your responsibility to maintain safety within the working area by keeping the area clean and easily accessible.作者: 天空 時(shí)間: 2025-3-24 03:08 作者: 平息 時(shí)間: 2025-3-24 08:12
Sougata Ghosh,Thomas J. WebsterThe shapes and sizes of cutting tools used by CNC machines vary considerably. When a cutting tool is mounted in a CNC machine turret or carousel for the first time, it is necessary to determine its exact position relative to the machine datums.作者: Condense 時(shí)間: 2025-3-24 13:17 作者: Grasping 時(shí)間: 2025-3-24 17:56 作者: 健壯 時(shí)間: 2025-3-24 21:52 作者: Protein 時(shí)間: 2025-3-25 01:10 作者: 蜈蚣 時(shí)間: 2025-3-25 05:50
Position machine axes,To identify and control the relative movements of tools and workpiece when programming CNC machines, it is necessary to define the possible planes of movement. Each of these planes is defined by using any two of the three axes, X, Y and Z (Figure 1.1). They are generally recognised as:作者: 價(jià)值在貶值 時(shí)間: 2025-3-25 10:45 作者: 冒失 時(shí)間: 2025-3-25 14:01
NC tooling,The principles of metal cutting are the same for both CNC and conventional machining. Tool geometry and tool wear characteristics are also the same. The tool-changing facilities and tool monitoring are the principal benefits of CNC tooling.作者: backdrop 時(shí)間: 2025-3-25 17:25
Tool offset facilities: turning,The shapes and sizes of cutting tools used by CNC machines vary considerably. When a cutting tool is mounted in a CNC machine turret or carousel for the first time, it is necessary to determine its exact position relative to the machine datums.作者: 橫條 時(shí)間: 2025-3-25 20:54
Tape preparation,CNC machine controllers use data in binary coded form — that is, using numbers with a base of 2. This means the system uses only two digits, 0 and 1. This is ideally suited to the electronic switching used by computers, known as .. A CNC machine control unit uses digital switching for data transfer.作者: 意見一致 時(shí)間: 2025-3-26 02:30
H. X. He,S. Boussaad,B. Q. Xu,N. J. Taos placed on a machine, the position of this datum needs to be located and entered into the MCU. This is achieved by comparing the component datum with the machine datum so that the MCU can compute the co-ordinate values between the two positions. This must be done before machining can begin. The fix作者: Benzodiazepines 時(shí)間: 2025-3-26 07:53
Xiangheng Niu,Xin Li,Xuechao Xues. It is also possible for rotation to take place about each of the three axes, X, Y and Z. Movement can take place in any of these six ways and this is often described as having six . (Figure 4.1). When you clamp a component, you need to think about constraint in all six (Figure 4.2).作者: 鋼筆記下懲罰 時(shí)間: 2025-3-26 10:52 作者: 拍翅 時(shí)間: 2025-3-26 13:10
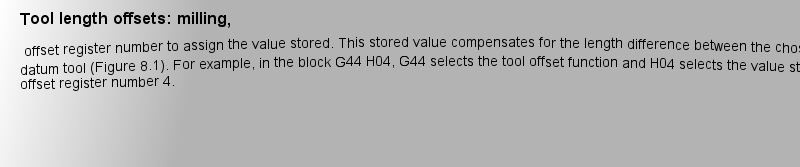
Other Nanomaterials for Nanozymes, fixed. It would be poor engineering practice to attempt to set all the tools to the same length in their holders. Instead, the tools are set to their best operational length, taking into account the workpiece, clamps and so on. The tool length offset (TLO) facility allows the variations in tool len作者: 招惹 時(shí)間: 2025-3-26 20:33
Xiaoyu Wang,Wenjing Guo,Hui Weirt program. The distance from the tool tip to the work datum is a much more usable value. To determine this distance you have to take into account the Z axis setting value and the X axis setting value. These values position the tool tip in relation to the turret datum in the X and Z axes (Figure 9.1作者: DUCE 時(shí)間: 2025-3-26 23:42
Ruofei Zhang,Kelong Fan,Xiyun Yanrocess, you must understand the programming format. The format used in this book is called the .. The programming data is conveyed by blocks of words, in which each word has an identifying letter address. This preceding letter defines the function of the word. A block of information that defines an 作者: LEVER 時(shí)間: 2025-3-27 05:01
Kinetics and Mechanisms for Nanozymesion time and machine downtime. The MDI facility is therefore normally used to edit the program as required, after it has been transferred to the machine. Its main function is its use for viewing, editing and setting the MCU parameters.作者: 值得贊賞 時(shí)間: 2025-3-27 08:38 作者: Veneer 時(shí)間: 2025-3-27 09:54
Types of Nanozymes: Materials and Activities the MCU, either via a direct computer link or by a punched tape. Similarly, when the machining is completed the part program is often stored for future use, either on computer discs or on punched tape.作者: excrete 時(shí)間: 2025-3-27 14:21 作者: 執(zhí) 時(shí)間: 2025-3-27 20:51
Tom Renshaw and City and Guilds of London Institute 1994作者: Decimate 時(shí)間: 2025-3-27 23:51
Work-holding,es. It is also possible for rotation to take place about each of the three axes, X, Y and Z. Movement can take place in any of these six ways and this is often described as having six . (Figure 4.1). When you clamp a component, you need to think about constraint in all six (Figure 4.2).作者: 奇思怪想 時(shí)間: 2025-3-28 04:32 作者: 概觀 時(shí)間: 2025-3-28 08:13
Input, edit and store data,ion time and machine downtime. The MDI facility is therefore normally used to edit the program as required, after it has been transferred to the machine. Its main function is its use for viewing, editing and setting the MCU parameters.作者: Afflict 時(shí)間: 2025-3-28 13:36 作者: Hippocampus 時(shí)間: 2025-3-28 17:41 作者: ALIBI 時(shí)間: 2025-3-28 20:28
Xiangheng Niu,Xin Li,Xuechao Xues. It is also possible for rotation to take place about each of the three axes, X, Y and Z. Movement can take place in any of these six ways and this is often described as having six . (Figure 4.1). When you clamp a component, you need to think about constraint in all six (Figure 4.2).作者: dandruff 時(shí)間: 2025-3-29 00:39
Sougata Ghosh,Thomas J. Webstery efficient materials handling and tool changing. The aim is to reduce downtime and to optimise the manufacturing process, at whatever scale of production. It is inefficient to stop a CNC machine to adjust tool clamps or holders. So any setting to centre height or tool datums must, where possible, be made away from the machine.作者: GEN 時(shí)間: 2025-3-29 03:38
Kinetics and Mechanisms for Nanozymesion time and machine downtime. The MDI facility is therefore normally used to edit the program as required, after it has been transferred to the machine. Its main function is its use for viewing, editing and setting the MCU parameters.作者: 單調(diào)性 時(shí)間: 2025-3-29 07:45
Types of Nanozymes: Materials and Activities the MCU, either via a direct computer link or by a punched tape. Similarly, when the machining is completed the part program is often stored for future use, either on computer discs or on punched tape.作者: ELUDE 時(shí)間: 2025-3-29 15:06
Ruofei Zhang,Kelong Fan,Xiyun Yanoperation may contain several words or just a single word. If a function is to be repeated in the next block the word need not be entered again; it remains active. It is said to be . (that is, remembered).作者: Conjuction 時(shí)間: 2025-3-29 16:18 作者: 飛來飛去真休 時(shí)間: 2025-3-29 19:43
H. X. He,S. Boussaad,B. Q. Xu,N. J. Tao out by an automatic setting routine which moves the table, spindle or turret away from its location and then accurately re-positions it. This routine must be carried out every time the machine is switched on.作者: FLEET 時(shí)間: 2025-3-30 01:03
Other Nanomaterials for Nanozymes, offset register number to assign the value stored. This stored value compensates for the length difference between the chosen and the datum tool (Figure 8.1). For example, in the block G44 H04, G44 selects the tool offset function and H04 selects the value stored in tool offset register number 4.作者: 抗體 時(shí)間: 2025-3-30 05:07
Ruofei Zhang,Kelong Fan,Xiyun Yanonditions. The part program . be proof-tested on the machine by any of the following methods before production starts; in fact, it is a good idea (and often necessary) to prove the program by more than one method.作者: accrete 時(shí)間: 2025-3-30 10:10 作者: 抗體 時(shí)間: 2025-3-30 13:19 作者: Initiative 時(shí)間: 2025-3-30 17:01
Program proving,onditions. The part program . be proof-tested on the machine by any of the following methods before production starts; in fact, it is a good idea (and often necessary) to prove the program by more than one method.作者: 項(xiàng)目 時(shí)間: 2025-3-30 23:06 作者: Hiatal-Hernia 時(shí)間: 2025-3-31 01:39
Xiaoyu Wang,Wenjing Guo,Hui Wei Z axis setting value and the X axis setting value. These values position the tool tip in relation to the turret datum in the X and Z axes (Figure 9.1). (Milling tools are catered for in the part program by the tool length offset and the cutter diameter compensation facilities.)作者: 果核 時(shí)間: 2025-3-31 06:58 作者: nullify 時(shí)間: 2025-3-31 12:42 作者: 有機(jī)體 時(shí)間: 2025-3-31 14:36 作者: faucet 時(shí)間: 2025-3-31 18:04
Tom Renshaw,Peter Riley (Head of Department of Eng作者: RADE 時(shí)間: 2025-4-1 00:09